Den ene siden føles naken og den andre siden føles iskald, høy intensitet.
Welcome to Haining Meirunda Knitting Co., Ltd. !

Varp-strikket stoff for yogaklær Produsent


Den ene siden føles naken og den andre siden føles iskald, høy intensitet.
Varme produkter

I Den Stadig Utviklende Bølgen av den Moderne Tekstilindustrien Har Spandex-Stoffer Vokst fra et Enkelt Hjelpemateriale som Gir elastisitet til en uunnværlig ryggrad i klesdesign og funkonelle Teks...
Les merJeg den globale Jakten i Bærekraftig utvikling Gjennomgår Tekstilindustrien en dyp endring. Fra Tradisjonell Produksjon til Kontinuerlig Innovasjon av FunkJonelle Materialer, Vanntette Antibakt...
Les merBadetøystoffer har utviklet seg betydel og Kombinert Stil, komfort OG Holdbarhet. Blant akse, Polyester Strukturert Badedrakt Stoff Har Vist Seg som et av de mest etterspurte materialene for...
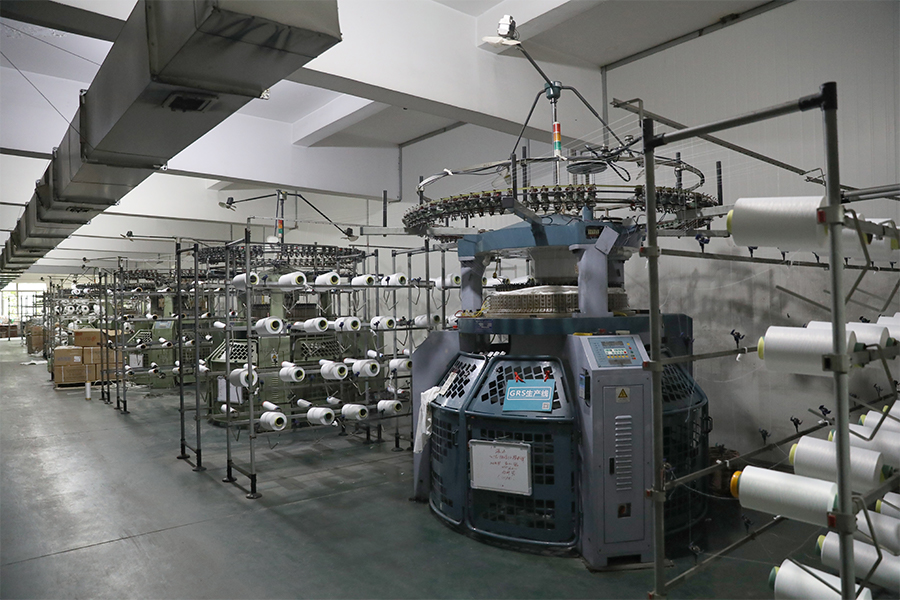
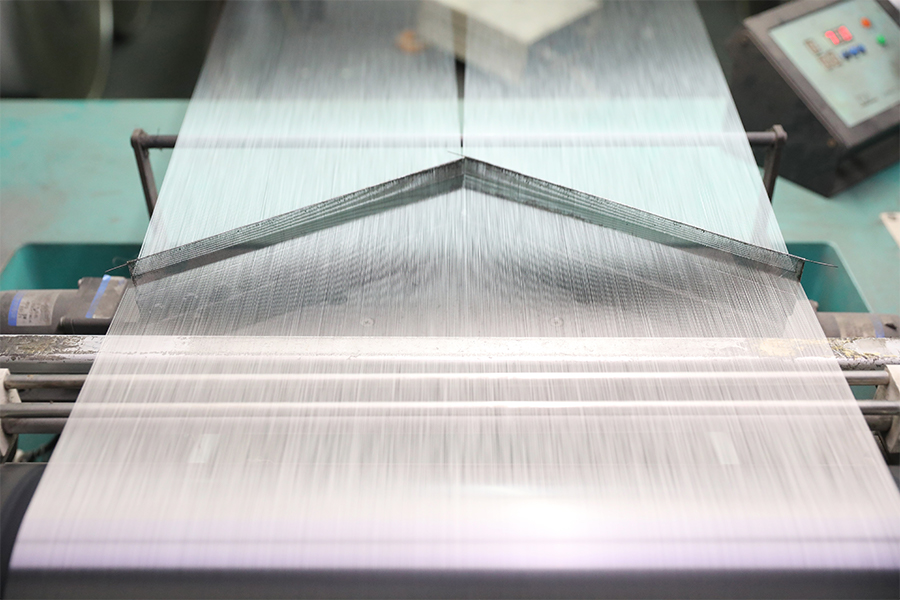
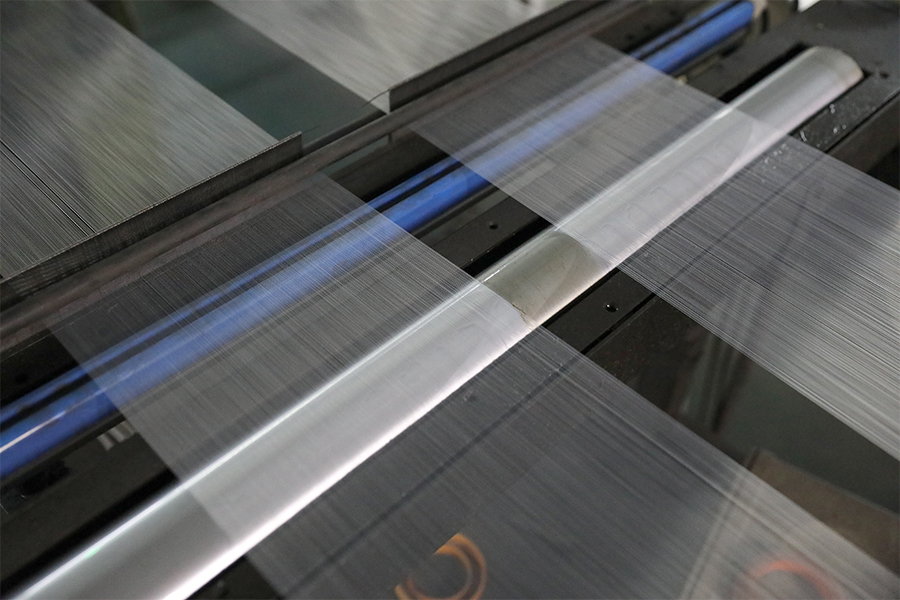
Les merVi har eget produksjonsverksted og lager, utstyrt med komplett produksjons- og kvalitetskontrollutstyr.
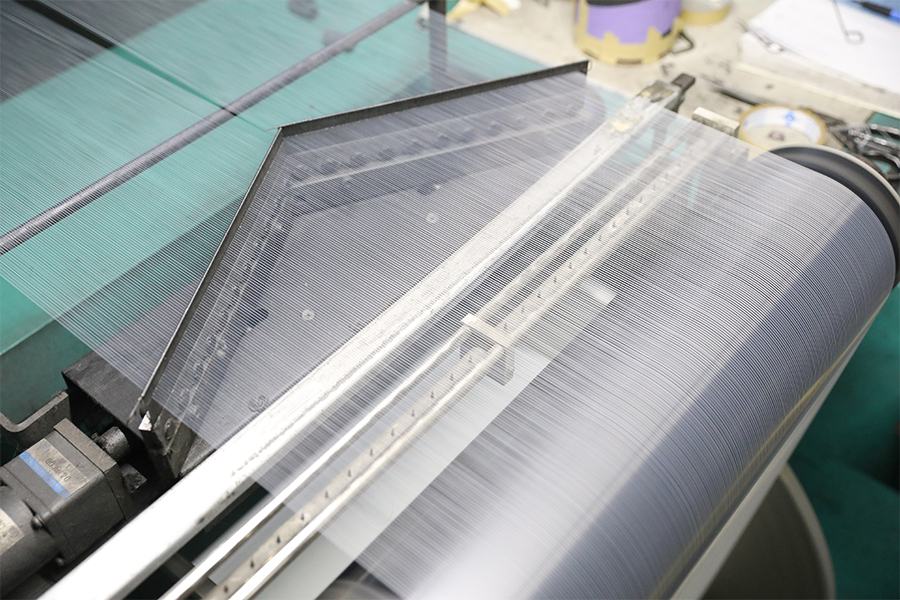
Verksteder
Verksteder
Verksteder

Verksteder

Verksteder

Verksteder

Verksteder
Verksteder
Verksteder
Verksteder

Verksteder

Verksteder
1. Forberedelse før spinning
Råvarevalg og bearbeiding
Råvarevalg: Velg fibre med jevn fiberlengde, høy styrke, lav krøll og jevn farge som råmateriale. Slike fibre bidrar til å redusere problemene med ødelagte ender og garndefekter under spinneprosessen.
Råvareforbehandling: Utfør nødvendig forbehandling på råvarene, slik som fjerning av urenheter og fukting, for å forbedre spinnbarheten til fibrene og redusere brudd og skade under spinneprosessen.
Lagringshåndtering
Hold lagringsmiljøet for råvarer tørt og ventilert, unngå direkte sollys og forhindre at råvarene muggsopp og forringes. Kontroller samtidig riktig temperatur og fuktighet for å unngå at råmaterialet absorberer fuktighet og påvirker garnkvaliteten.
2. Optimalisering av spinneprosess
Utstyrsvalg og justering
Utstyrsvalg: Velg egnet spinneutstyr i henhold til egenskapene til fiberen og kvalitetskravene til garnet. Sørg for at utstyrsytelsen er stabil og kan møte produksjonsbehovene til høykvalitetsgarn.
Parameterjustering: Juster de spesifikke parameterne til spinnemaskinen, for eksempel spenning, rotasjonshastighet, offline spenning, etc., for å sikre at hver parameter er innenfor et rimelig område. Dette bidrar til å redusere strekking, vridning og brudd av garnet under spinneprosessen.
Prosessoptimalisering
Optimaliser konfigurasjonen og styringen av kamelementene i greprosessen, reduser intarsia-fenomenet til toppkammen og sylinderen, og unngå at fiberen kommer inn i bomullsnettet i en buntstruktur, og reduserer dermed sjansen for brudd i neste prosess.
Kontroller regelmessig og juster spenningstilstanden og slitasjen til trekketannbeltet og spireltannbeltet for å redusere sjansen for brudd på tegningsrammen.
I roving-prosessen, reduser kjeveavstanden, rullesenteravstanden og bakre sonetrekk-multiple for å redusere CV-verdien til det spunne garnet, men vær oppmerksom på å opprettholde den synkrone utviklingen av holdekraften og trekkkraften for å forhindre dårlig trekking.
Driftsledelse
Styrk arbeidstrening for å sikre at arbeidere mestrer riktig bruk og betjeningsferdigheter av spinneutstyr.
Implementer strengt spinnende kvalitetskontrollstandarder for å sikre at kvaliteten på hvert parti med produkter oppfyller kravene.
Styrk ledelsen og rengjøringen av produksjonsstedet for å redusere ugunstige faktorer som urene flygende blomster festet til garnet.
3. Kvalitetskontroll etter spinning
Garntesting
Test det spunne garnet strengt, inkludert styrke, forlengelse, fargeforskjell, insektøyne, skorper og andre problemer. Registrer testresultatene for hver batch av garn slik at problemer kan bli funnet og justert i tide.
Etterfølgende behandlingsgaranti
I den påfølgende behandlingen som trykking og farging, velg høykvalitets fargestoffer og hjelpestoffer, og bruk rimelig fargeteknologi for å sikre at tørrheten, renheten og kvaliteten på garnet ikke påvirkes.
I etterbehandlingsprosessene som forming og kalandrering, hvordan kan leverandøren av kraftig varp stoff unngå bretter, deformasjoner og andre problemer med grov varp stoff?
1. Forebyggende tiltak i formingsprosessen
Angi formingstemperaturen rimelig
Formingstemperaturen er en nøkkelfaktor som påvirker kvaliteten på varmeinnstillingen. For kraftig varp, vanlig stoff, bør formingstemperaturen være rimelig innstilt i henhold til den elastiske krympingen og tykkelsen på stoffet. Vanligvis kan varmeinnstillingstemperaturen til spandex-strikket stoff kontrolleres mellom 180-195 ℃, men den spesifikke temperaturen må justeres i henhold til den faktiske situasjonen til stoffet.
Det skal bemerkes at for høy temperatur kan føre til at stoffet gulner og mister elastisitet, mens for lav temperatur kanskje ikke oppnår den ideelle formingseffekten.
Kontroller formingstiden og hastigheten
Lengden på formingstiden og maskinens hastighet vil også påvirke formingseffekten. Hastigheten bør være rimelig innstilt i henhold til lengden og temperaturen på formingsmaskinen for å sikre at stoffet har nok tid til varmesetting i varmesonen.
For høy hastighet kan påvirke formingseffekten, noe som resulterer i manglende evne til å fullstendig eliminere fine rynker; for lav hastighet og for høy temperatur kan føre til at stoffet blir gult.
Juster overmating og spenning
Under innstillingsprosessen er kontrollen av overmating og spenning også avgjørende. For mye overmating kan forårsake ujevnhet i stoffoverflaten og vanskeligheter med å eliminere fine rynker; mens overdreven spenning kan forårsake krølling av stoffet under varmeinnstilling.
Derfor bør overmatingen og spenningen være rimelig innstilt i henhold til stoffets egenskaper og utstyrsytelsen for å sikre at stoffet forblir flatt under herdeprosessen.
Kontroller og vedlikehold utstyret jevnlig
Statusen til innstillingsmaskinutstyret har stor innflytelse på innstillingseffekten. Varmesystemet, transmisjonssystemet og tøystyrehjulet og andre komponenter i utstyret bør kontrolleres regelmessig for å sikre at de er i god stand.
Problemer som oppdages bør håndteres i tide for å unngå bretter eller deformering av stoffet på grunn av utstyrssvikt.
2. Forebyggende tiltak i kalandreringsprosessen
Velg en passende kalenderprosess
Valget av kalandreringsprosess bør bestemmes i henhold til stoffets egenskaper og kundenes behov. For gull ammoniakk tungt renning vanlig stoff, kan spenningsfri eller lavspent kalandreringsprosess brukes for å redusere innvirkningen på elastisiteten og gjenvinningsytelsen til stoffet.
Kontroller kalandreringstemperatur og trykk
Kalandreringstemperatur og trykk er viktige faktorer som påvirker kalandreringseffekten. Temperatur- og trykkparametrene bør stilles inn rimelig i henhold til egenskapene til stoffet og ytelsen til kalenderen.
For høy temperatur eller for høyt trykk kan føre til at stoffet blir gult, fordypningen blir for dyp eller deformeres; mens for lav temperatur eller for lavt trykk kanskje ikke oppnår den ideelle kalandreringseffekten.
Hold stoffoverflaten flat
Under kalandreringsprosessen bør stoffoverflaten holdes flat. Dette kan oppnås ved å justere posisjonen og spenningen til styrehjulet. Samtidig bør stoffoverflaten forhindres fra å bli strukket eller klemt unødvendig under kalandreringsprosessen.
kategori
Finn oss
adresse: No. 6 Zhenbei Road, Maqiao Town, Haining City, Zhejiang-provinsen
Telefon: +86-573-87463566
e-post: yhg1987cool@126.com
Kontakt oss










 stoffer")
